Buy standerd steel billet types + price
The dimensions and sizes of steel billets are uniform and follow production standards
They are used to create various steel products for the production of steel
MS Billets are half-done products that are put into rolling mills to make long products like wire rods
Steel billets are used a lot in forges and machine shops to make engineering goods and as raw material for making seamless tubes
MS Ingot, on the other hand, is usually used to describe large castings that are made in a foundry
There is no standard size for an ingot
The molten metal from the blast furnace is poured into large, cylindrical ladles in steel plants
Most of the time, billets are smaller
When a casting has a square cross-section, it is called a billet
The area of the cross-section of a billet is less than 36 square inches
Let’s look at how MS Billets and MS Ingots are different: In MS Ingot casting, liquid steel flows through a channel made of refractory material and fills a cast iron mold from one side
This process has some flaws, like when refractory particles fall off the channel and mix with the liquid steel and steel slabs , making unwanted inclusions in the ingot that cause rolling defects
In contrast, in MS Billet casting, liquid steel flows from a furnace to a caster through a copper mold

Steel
The water in the mold gets cold and moves back and forth at a set speed
The steel is cooled, moved around, and stopped in a controlled way so that it can solidify into equiaxed crystals
As the MS Ingot solidifies, the chemical alloys separate into their own groups
Different parts of Ingot have different chemical properties
But because of the way MS billets are made, chemical alloys are spread out evenly
In MS Ingot, you can find very dangerous flaws like blowholes, center pipes, cracks, and inclusions
There are no flaws like this in MS Billets
Also, the bad mold surface causes scabs and laps to form on the surface of the MS Ingot when it is poured
Due to the smooth copper mold surface, MS Billets have a clear surface without any scabs or gaps
When MS Ingots solidify, the liquid steel gives off gas, which gets trapped in the steel and forms holes and cavities
Because of the continuous casting process, the gas in the liquid steel escapes as it solidifies, so these kinds of mistakes don’t happen with MS Billets
TMT bars made from MS ingots don’t have enough tensile properties, and the tensile strength and elongation aren’t always the same
But TMT bars made from MS Billets cast in a continuous process have very consistent properties because of their high tensile strength and ability to stretch

Steel-rebar
By now, it should be clear to you that whenever you build a building, you should always use bars made from MS Billets
They are much better than bars made from MS Ingots
They give you the strength and durability you need when building a house
Bars made from ingots might be cheaper, but the lower prices of these bars often lead to higher costs in the long run because they don’t last as long
But you can’t say the same about bars made from billets
They are more likely to last longer and give a building the strength and durability it needs to last for a long time
Even though it’s clear that MS Billets are the best bars, the fact that they are made by A-One Steel Group makes them more trustworthy
A-One Gold TMT bars are the standard in the steel bars business, and A-One MS Billets are often chosen by customers over other brands
This is a clear sign that our bars are liked because we use cutting-edge technology to make our MS Billets
They are one of the best steel products on the market right now, and as A-One Steel Group works to get better, our products will only get better as time goes on

Steel billet
standard steel billet
To be used in the commercial market and in used steel manufacturing facilities, steel billet must be produced to standards
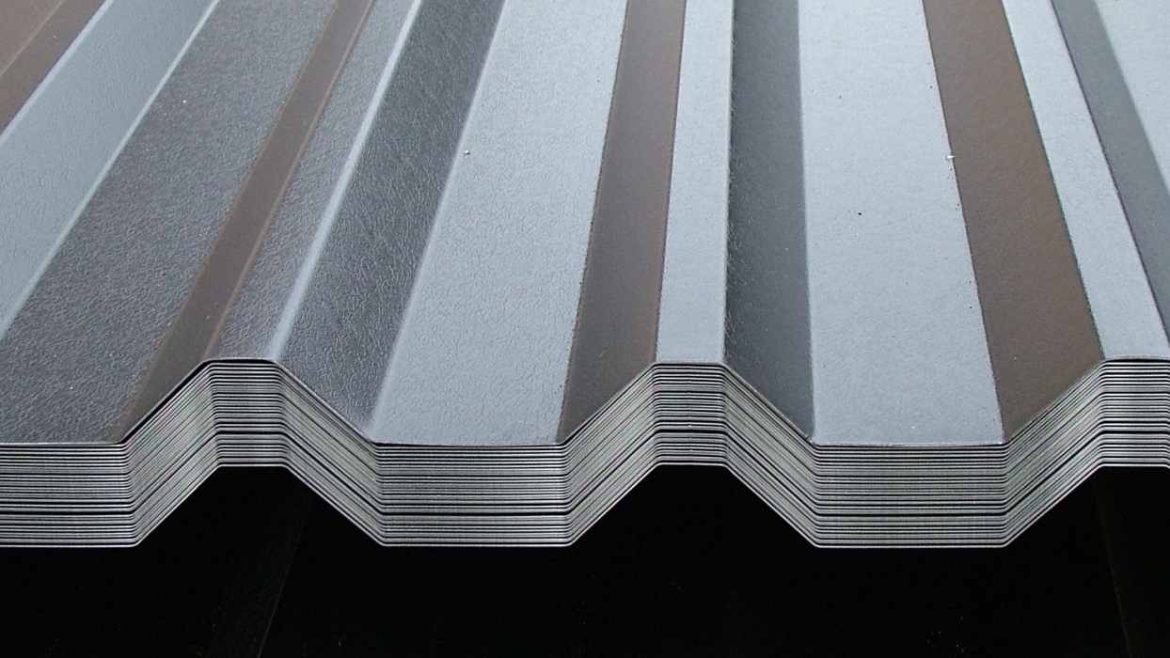
Freshly manufactured steel is transformed into a rectangular or square metal bar shape to create steel billets
Because raw steel cannot be utilized for building, it must be processed into more useful forms before steel products like steel sheet can be sold on the market
Billets, also known as ingots (Billets are often referred to as Ingots), must first be cast into more practical forms and sizes before being used
Before being shipped to the dealer shops, they still need to go through a number of shaping and molding processes like hot and cold working, milling, and cutting
When subjected to the varied temperatures experienced during molding and shaping, steel billets exhibit distinctive properties and a high degree of flexibility
ADVANTAGES: Billets are excellent and spectacular raw materials for the production of bars (TMT & CRS)
In order to prevent flaws like blow holes, piping, and cracks, billets are manufactured using the ladle pouring method
This is a key factor in the Amman-TRY Bars’ Unbreakable Strength
PROCESS Furnace: Our induction furnace has a 25Mt capacity
Silica ramming mass lines the inside of the furnace
Scrap: We are utilising imported sponge iron, HMS, and M
S
Borings as well as local scrap

Steel ingot
The furnace is turned on once the scrap is charged into it using an electromagnet
At regular periods, different grades of scrap are charged
A sample will be obtained from the furnace when it is half full for chemical analysis
To guarantee that the liquid metal has the correct chemical composition, another sample will be taken and analyzed when the furnace is 3/4 full
Chemistry will be rechecked and the temperature monitored when the furnace is almost full
A determined amount of aluminum will be added after ferro alloys such ferro manganese, ferro silicon, silico manganese, stainless steel sheet etc
when the temperature hits 1600 degrees Celsius
Tapping: The liquid metal will be put into a refractory-lined, previously heated, red-hot ladle when the temperature reaches around 1650 degrees centigrade
Nitrogen purging will be carried out to ensure homogeneous mixing of the liquid metal and to lower its temperature to 1610–1615 degrees Celsius

Casting: In the continuous casting machine (CCM), the ultimate ladle temperature of L
M
will be taken, and the ladle is positioned at the ladle seat
The liquid metal falls to the tundish that is put under the ladle when the slide-gate mechanism, which is hydraulically driven, opens the ladle
The two tundish nozzles will be opened when the tundish is 3/4 filled, and the metal stream will then fall into the water-cooled mold tubes (100mm)
The feeding of aluminum wire into the mould tube ensures the physical quality of the billets
A shell thickness of 7 to 10 mm is achieved in the mould tube after cooling the L
M
Out of the mould tube, the partially formed billet will be sprayed with water at the necessary pressure to cool it even more
The billets will be solid when they exit the cooling chamber
The billet will be straightened after passing through the straightner
Cutting of Billets: Using gas, the straightened billets are then cut to the desired length
At the skid bank, the cut billets will be allowed to cool for a while
A billet sample will be collected for spectrometer analysis
To make sure the billets are devoid of physical flaws like cracks, inclusions, piping, and rhomboidity, etc
, a sample of the billet will be collected and etched
Identification of the billets: After being moved to the stock yard, the billets will receive the appropriate identification numbers
The billets are now prepared for delivery

steel billet sizes
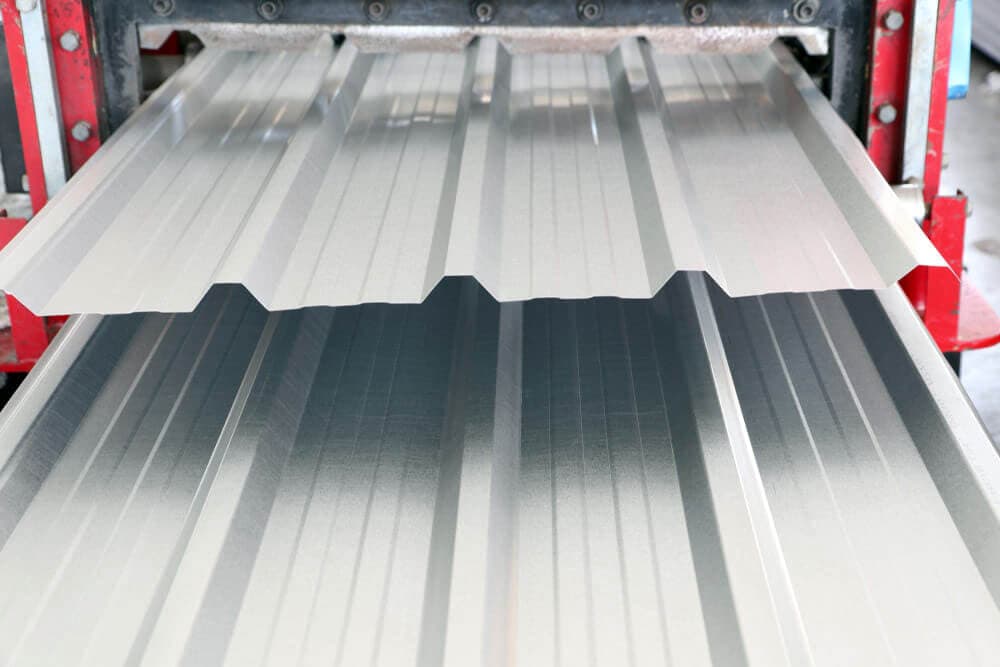
The sizes of the steel billets are in accordance with international standards for steel production in order to produce a shape that perfectly satisfies the requirements of the companies producing second-generation steel products
Billets made of steel are the product of the second step of the steel production process
They undergo a hot rolling process and are extracted at a specified point during the steel casting procedure
Billets made of MS are extremely pliable and soft, and they have a square cross-section with an area that is less than 36 square inches (230 sq
cm)
They are considered to be semi-finished casting pieces due to their state of completion
Bars, tubes, pipes, wire, and other things made of wire are included
In addition to serving as feedstock for seamless tubes, MS billets find widespread use in forge shops and machine shops, where they are used in the manufacturing of various building goods
After being rolled or continuously cast, this product is subsequently transformed by moving to acquire final products such as wire bar, vendor bar, and various locations

The Characteristics of MS Bullets: The practical application of billets is not possible until after the billets have gone through the processing and emerged with the proper forms and dimensions
The MS billets can be purchased in hardware stores, and they have a variety of uses across a variety of industries
Unformed billets are utilized in the striking of monetary units such as coins and are also utilized in the storage of monetary units such as gold bars
Steel billets retain their ductility and malleability even after being subjected to fluctuating temperatures during the shaping and molding processes
When compared with provided tmt steel bar and products, steel billets have a variety of qualities that set them apart
Because billets have an obvious grain structure, working with metal can become more difficult and unpredictable as a result
Before they are transformed through industrial processes into more useful shapes and dimensions, billets have no application in the real world
Therefore, M
S
billets are generally used in the development, mechanical, and electrical designing functions, as well as other designing functions, as a solid shaft for supporting various structures
These billets made of M
S
have a high strength that enables them to endure pressure and abrasion

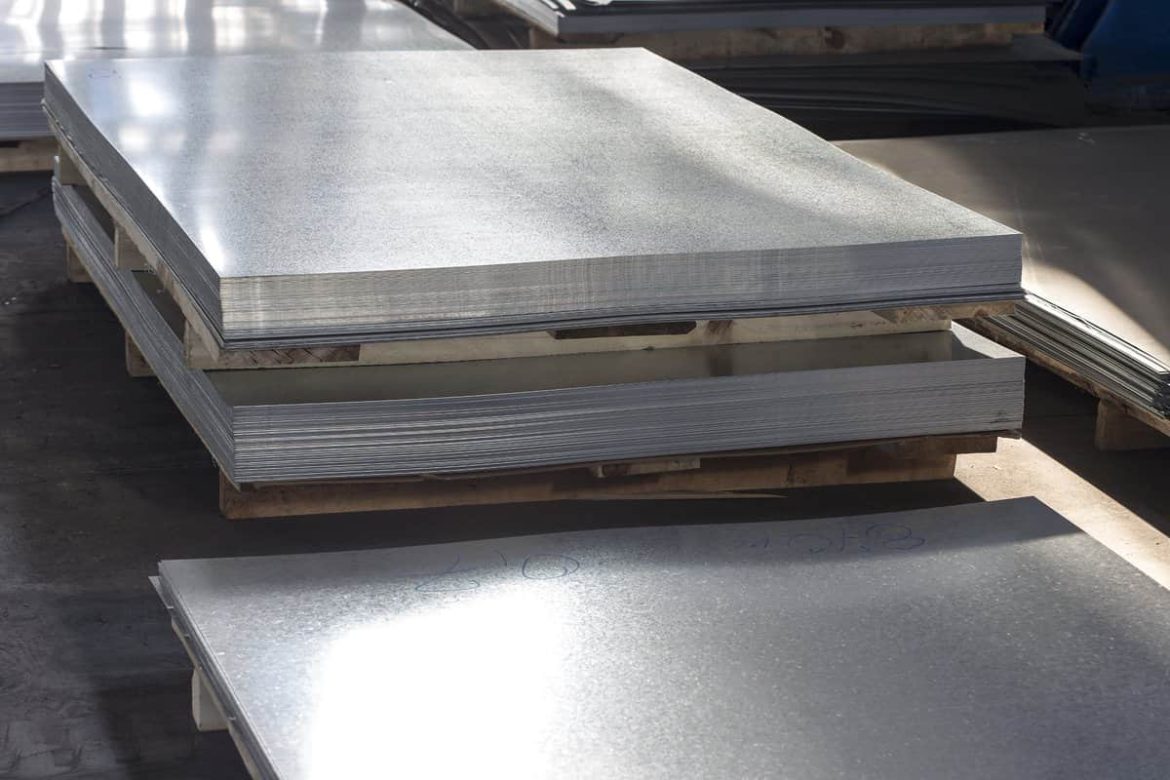
steel billet dimensions
The dimensions of the steel billet also adhere to the guidelines for industrial use
There are a variety of variables that affect the continuous casting of steel billets
In order to make a safe casting with sound steel mechanical qualities and assure a continuous process with low delays, it must be carried out with suitable controls, steadiness, and in this manner: The billets must be sound and continuous if the process is properly controlled
Casting billets in a continuous fashion has several important issues to consider, including the quality of the billets, machine productivity, and the overall production cost
In order to achieve high productivity and the needed billet quality while reducing operating costs, it is necessary to optimize the performance parameters
During the continuous casting of billets, machine availability and process dependability are critical considerations

Continuous casting of billets is a procedure that requires the operator to be particularly responsive to shifting demand
To meet the needs of the automotive industry and other engineering applications, as well as high-grade wire products such as prestressed concrete reinforcing wire and tire cord, a billet continuous casting machine must be able to produce a wide range of steel qualities, from simple construction rolled steel (rebar) to’special bar quality’ (SBQ)
The temperature distribution along the length of the continuously cast billet has a major impact on the quality of the cast steel billets, as well as surface defects, thermal stress, and the creation of cracks
The surface temperatures, and more specifically the temperature distributions at the corners, take the majority of the focus throughout this section of the investigation
The temperature distribution in the core of cast billets, which is intimately connected to the metallurgical length and the unbending process, is also essential from a technological point of view
As a consequence of this, the operators of billet continuous casting machines place a great importance on monitoring the temperature field of the cast billets, anticipating it, controlling and optimizing the secondary cooling strategy, and so on