Billet bloom slab 2023 Price List
Larger than blooms, billets, and slabs in both size and shape, ingots are very massive casting products
Another casting product is billet
A relatively pure substance, usually metal, is cast into an appropriate shape for subsequent processing to create an ingot
To generate a functional end product, ingots typically require a second shaping process, such as cold/hot working, cutting, or milling
We can give you access to the suppliers of these products
Order it from us for affordable costs
The continuous casting technique greatly increased the efficiency of casting metals including brass, steel, aluminum, and copper with the aim of expediting the manufacture of metal slabs and bars
Any casting company can increase productivity by using the straightforward four-step process known as continuous casting
Continuous casting, also known as strand casting, is the procedure used to solidify molten metal into a billet, bloom, or slab that is “semifinished” and ready for rolling in the finishing mills
In the modern industrial period, a machine known as the CCM is typically used to produce billets (continuous casting machine)

This method is most typically used to cast steel (in terms of tonnage cast)
Despite being repetitious and laborious, the process is much more efficient than the outdated technique of casting ingots and has the potential to save you both time and money
Your key to success is using the continuous casting technique
Manufacturers used ingot casting to create slabs and bars before continuous casting became extremely popular
Sadly, 5 percent of the ingots produced in the majority of manufacturing are destroyed due to cracks and butt deformations brought on by generated stress
Continuous casting allows you to completely optimize your production’s cost effectiveness because absolutely no materials are wasted during the process
This is the continuous casting process’ greatest benefit
Contrary to ingot casting, the bars and slabs produced are always solid and free of cracks, so you never have to discard any damaged items
Increasing efficiency is one of the best ways to cut costs, and continuous casting allows you to produce huge quantities of metal slabs and bars more quickly than you could with ingot casting, which requires you to pour each product manually

billet bloom slab
Large, hefty blocks or rounds produced from a primary metal or during a recycling process are known as metal billets, slabs, and blooms
In the processes of extrusion, forging, rolling, and other metal-processing operations, they serve as raw materials or feedstock
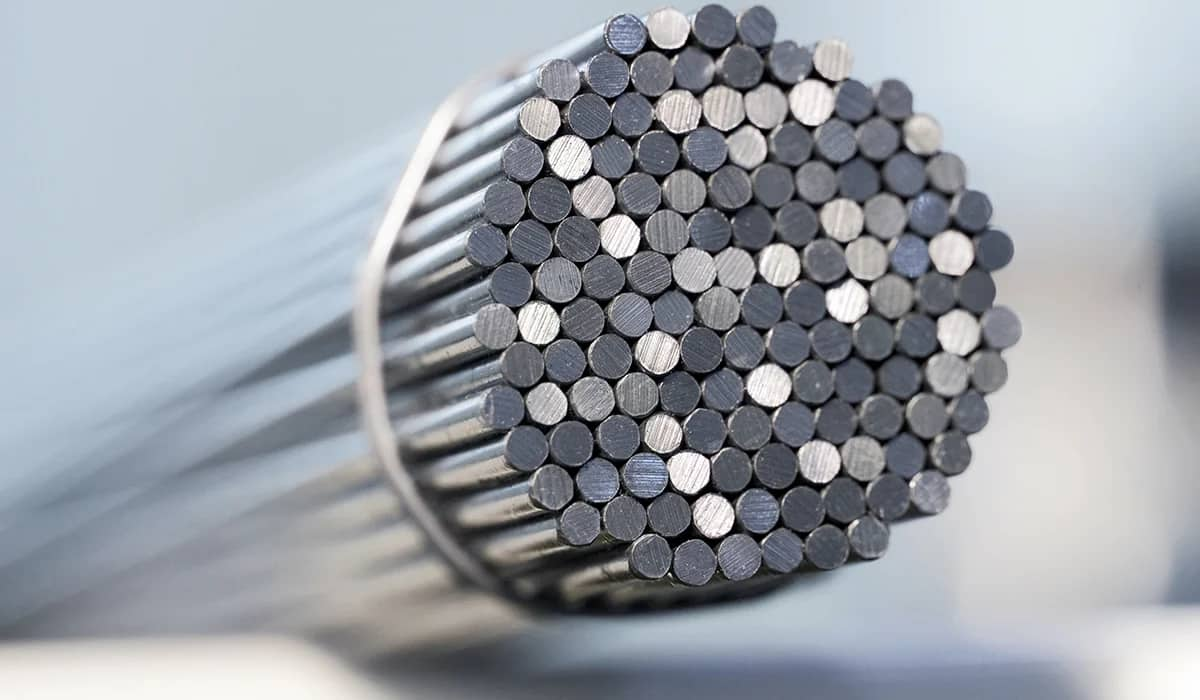
Round, rectangular, or hexagonal ingots or cast, semi-finished stock with a cross-section suitable for further processing are referred to as metal billets
Billets, also known as bar stock, are offered for sale as cut-lengths or coils
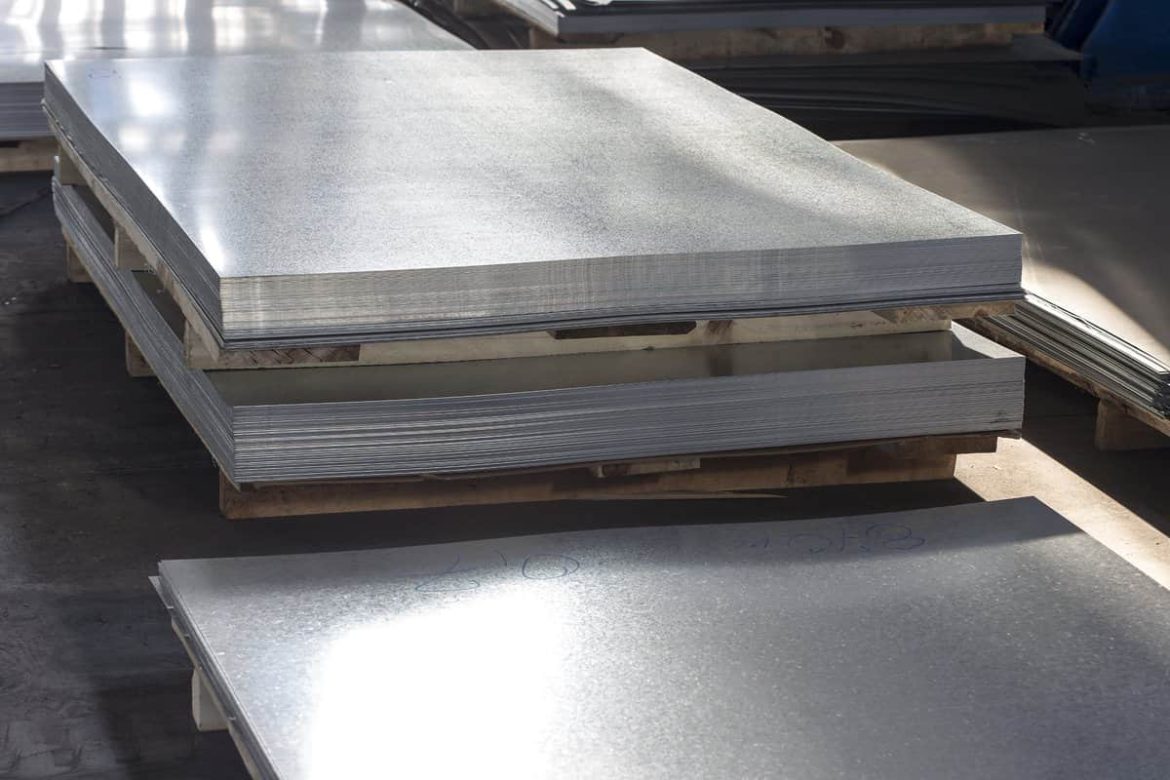
Metal slabs are rolled ingots that are flat, semi-finished, and have a specific cross-dimensional section
Large, square sections known as metal blooms serve as a transitional stage in the rolling process
Making of Metal Billets, Slabs, and Blooms There are numerous processes that can be used to create and modify metal billets, slabs, and blooms; these processes are categorized
The processes include casting, joining and assembly, deformation, material removal, heat treating, and finishing
In casting procedures, molten metal is poured into a mold cavity, where it solidifies and adopts the shape of the cavity
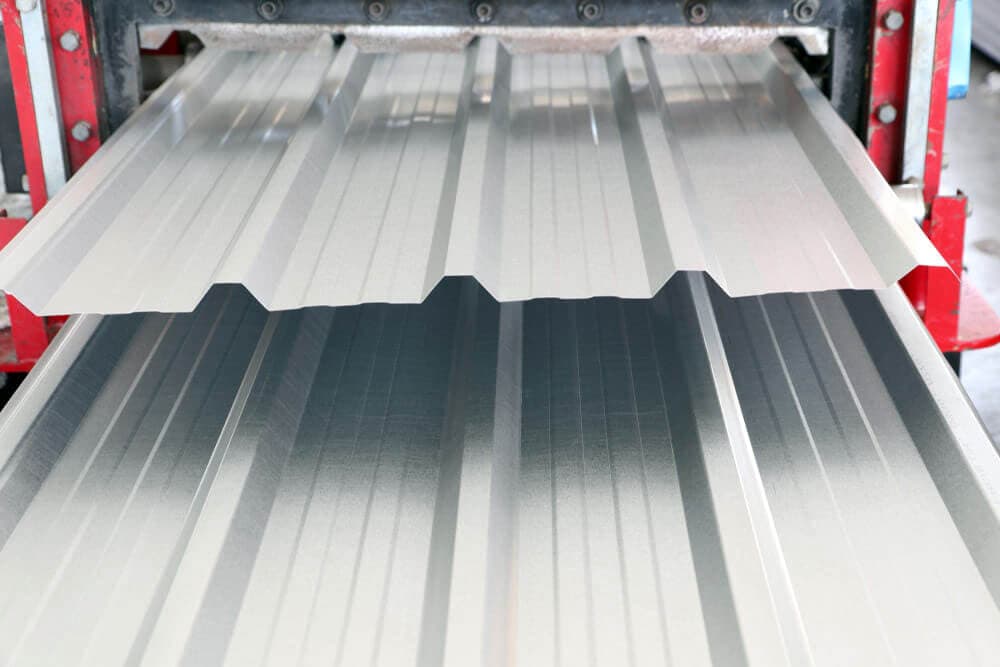
Stock shapes can be produced continuously using continuous casting processes
Welding, soldering, brazing, fastening, and other processes that join parts permanently or semi-permanently to create a new entity are examples of joining and assembly processes

Metal forming, roll forming, extrusion, forging, and sheet metalworking processes are all examples of deformation processes
They employ plastic deformation, where deformation is brought about by external compressive forces greater than the material’s yield stress
In order to achieve the desired shape, material removal processes remove excess material from the workpiece
They consist of machining operations, abrasive machining, and novel laser- and electron-beam-based techniques
Annealing, quenching, tempering, aging, homogenizing, solution treating, and precipitation hardening are some of the heat treating procedures
The metal stock’s strength, ductility, hardness, machinability, and formability are changed by heat treatment
To give metal shapes the proper surface quality, texture, corrosion resistance, and fatigue resistance, finishing techniques modify the surface’s structure
Finishing procedures include polishing, burnishing, peening, galvanizing, painting, oiling, waxing, lubricating, plating, and coating

ingot vs billet
The semi-finished MS Billets are used in roll mills to create lengthy goods like wire rods
Forge shops and machine shops frequently employ steel billets to produce technical goods and as a feedstock for seamless tubes
On the other hand, large-sized castings made at a foundry are typically known to as MS Ingot
Ingots don’t have any set dimensions
The molten metal from the blast furnace is poured into huge, cylindrical ladles at steel mills
In general, billets are smaller in size
A casting is referred to as a billet if its cross-section is square
The cross-sectional area of a billet is less than 36 square inches
Let’s examine the differences between MS Billets and MS Ingots: In MS Ingot casting, the liquid steel fills the cast iron mold from one side while remaining static by flowing via a refractory channel
Refractory particles chip off from the channel and mix with the liquid steel in this process, leading to undesirable inclusions in the ingot that result in rolling defects
In contrast, continuous casting technology used in MS Billet casting allows liquid steel to flow from a furnace to a caster through a copper mold
Cooling occurs and the water in the mold oscillates at a predetermined rate
For the liquid steel to crystallize into equiaxed crystals, regulated cooling, oscillation, and pause is carried out

The separation of chemical alloys occurs during the solidification phase of the MS Ingot
Various parts of the ingot have different chemical characteristics
However, chemical alloys are evenly distributed in MS billets due to continuous casting
Very dangerous flaws such a blowhole, central piping, cracks, and inclusions are discovered in MS Ingot
There are no such flaws in MS Billets
Additionally, because of pouring faults brought on by the poor mold surface, the MS Ingot’s surface developed scabs and laps
The smooth copper mold surface is what causes MS Billets’ surface to be clear and free of scabs and laps
When MS Ingots are solidifying, the liquid steel produces gas that becomes trapped in the steel and creates cavities and blowholes
Since the gas in the liquid steel escapes during the solidification process due to continuous casting technology, such accidents cannot be observed in MS Billets
Due to a lack of tensile characteristics, TMT bars manufactured from MS Ingots exhibit inconsistent tensile strength and elongation
But because of the great tensile strength and elongation, TMT bars made from continuous-cast MS Billets exhibit an amazing consistency of characteristics

billets and slabs are made by which casting
Intermediate castings produced in a steel mill are referred to as semi-finished casting products because they require more processing before being considered finished items
Ingots, blooms, slabs, and billets are the different types
Ingots are the most common
Ingots are huge castings that have a rough texture and are designed for storage and transport
In most cases, the form takes the form of a rectangle or square that has been generously filled in
They are slanted, typically with the wider end on the bottom
Blooms were slag-filled iron castings that were poured in a bloomery prior to being turned into wrought iron in the era when commercial wrought iron was produced
Blooms are pieces of steel that are formed during the era of commercial steel production by a first pass of rolling (in a blooming mill) that reduces the ingots down to a lower cross-sectional area, but that is still bigger than 36 in2 in size (230 cm2)
Blooms are typically subjected to additional processing, which may include rotary piercing, structural shape rolling, or profile rolling
Final goods such as structural forms, rails, rods, and seamless pipes are examples of common end products
A piece of metal that is less than 36 inches in length and has a cross-section that is either round or square is called a billet (230 cm2)
Billets can be produced directly through processes such as continuous casting or extrusion, or indirectly through the process of hot rolling an ingot or bloom
Additional processing steps include profile rolling and drawing on the billets
Bar stock and wire are both included in the final products
The production of short circular tubes as billets can also be accomplished using centrifugal casting
This is typically done in order to establish a precise metallurgical structure
They are frequently put to use as cylinder sleeves, in which case both the inner and the outer diameters are ground and the length is machined
Because their dimensions do not change greatly, casting goods that contain them are not always considered to be in the semi-finished stage
A pure copper bar of approximately 8 inches (200 millimeters) in diameter and 30 feet (9
1 meters) in length is referred to as a billet in the process of producing copper

billet bloom slab dimensions
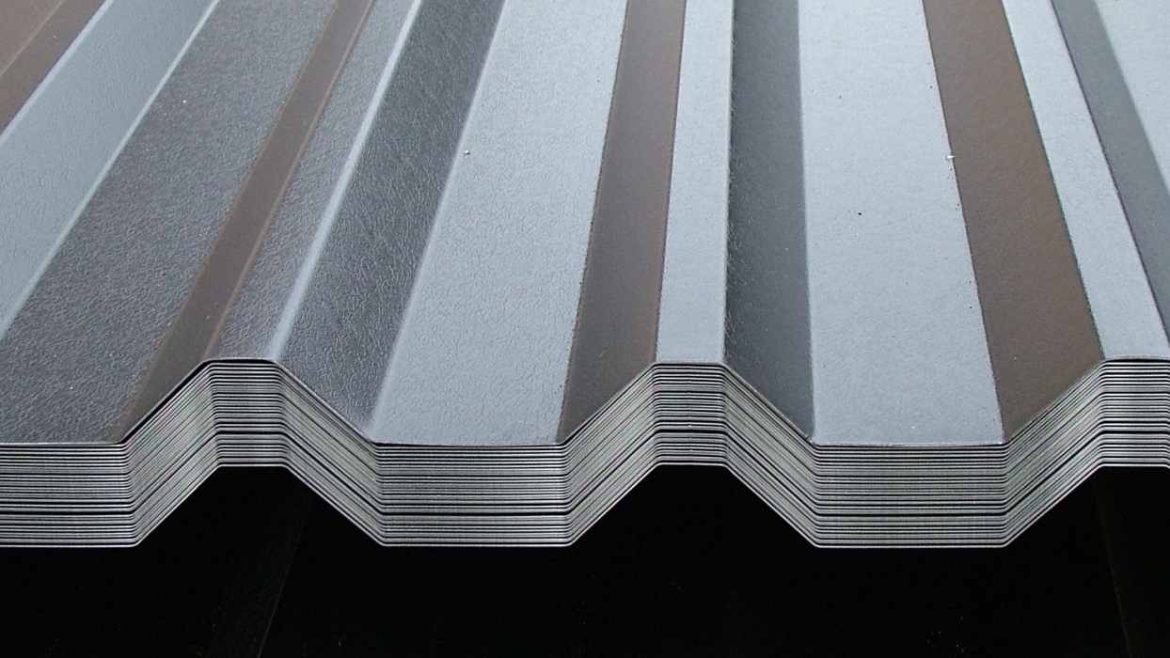
Slabs will have rectangular cross sections, and they are utilized as the starter metals in the production of flat products such as steel plates and hot rolled coils
Slabs also have the ability to be sliced into strips
Blooms are pieces of steel that are produced during an intermediate stage that are formed as a result of a first pass of rolling that reduces the cross sectional area of the ingots
In most cases, the blooms undergo additional processing by means of rotart piercing, structural shape rolling, and profile rolling
The structural shapes, rails, rods, and seamless pipes that are produced are all examples of common final products
A piece of metal that has a cross section that is either round or square might be called a billet
Directly, billets can be made by the process of continuous casting or extrusion
Indirectly, they can be made through the process of hot rolling an ingot or bloom
Additional processing includes rolling the billets into profiles and drawing them
Bar stock and wire are included in the final products

billet in manufacturing
It is the shape of the metal that is employed in the manufacturing process that is referred to as a “billet,” not the manufacturing method itself
Billets are lengths of solid metal that have square or circular cross-sections at their midpoints
They can be constructed using almost any kind of metal or alloy and scaled to virtually any size in order to fulfill the requirements of the component and the manufacturing process
Continuous casting or hot rolling are the two production procedures that can be used to create billets
After they have been shaped into their preliminary form and size, they are typically shaped into their final part form and size through machining methods (such as CNC machining), which means that excess material is removed from the workpiece
Once they have been shaped into their preliminary form and size, they are generally machined into their final part form and size
When compared to other techniques of production, billet manufacturing has a number of advantages, including the following: Even in little quantities, it offers a good value
It allows for a high degree of precision in the finished products of manufacturing
It results in pieces that have an exceptional degree of structural stability
Short lead times are achieved in the processing of raw materials and the production of finished items
Metal is heated, melted, poured, and then cooled as part of the casting production process, which is a type of manufacturing procedure
After the metal has been brought to a molten condition, it is poured into a mold that has already been constructed
The metal must be allowed to cool and harden once it has been poured into the mold
At that time, it is able to keep the shape of the interior of the mold while also being able to be withdrawn from the mold
When compared to other techniques of production, cast manufacturing has a number of advantages, including the following: Sand casting is an example of an application in which it is cost-effective to produce a limited quantity (die-casting)
It can work with a wide range of part dimensions and configurations
It is possible to create parts that are very close to their final form, which reduces the amount of waste produced and removes the requirement for post-processing