hot rolled coil exporters and steel products characteristics
According to the World Steel Association, there are more than 3,500 distinct steel grades, each of which possesses its own set of characteristics
The exporters of steel take care of these features
The steel coil is made through a series of processes, each of which makes a substantial contribution to the finished products characteristics
Steel can be processed in a number of ways, two of which are hot rolled and cold rolled, both of which affect the material’s overall performance and use
The primary distinctions between steel that has been hot rolled and steel that has been cold rolled will be covered in this article

Rolling is a procedure that is used in metalworking to shape the metal into its final form
This is accomplished by running the metal through specialized machines that utilize large cylinders to flatten the metal into sheets
It is really comparable to flattening out dough with a rolling pin
Rolling is an essential step in the production of steel at virtually all mills
The majority of steel companies accomplish the shaping of metal into final products by feeding the metal feedstock through pairs of roll stands that are joined together to form rolling mills
Rolling is a technique that can be used to produce structural steel (such as L-beams, angle stock, and channel stock), bar stock, and rails
Rolling can take many different forms, such as ring rolling, roll bending, roll forming, profile rolling, controlled rolling, and more
The form that you want to achieve can dictate the sort of rolling you use
Flat rolling is the name given to the process of rolling that is used to generate sheets of either cold or hot rolled steel
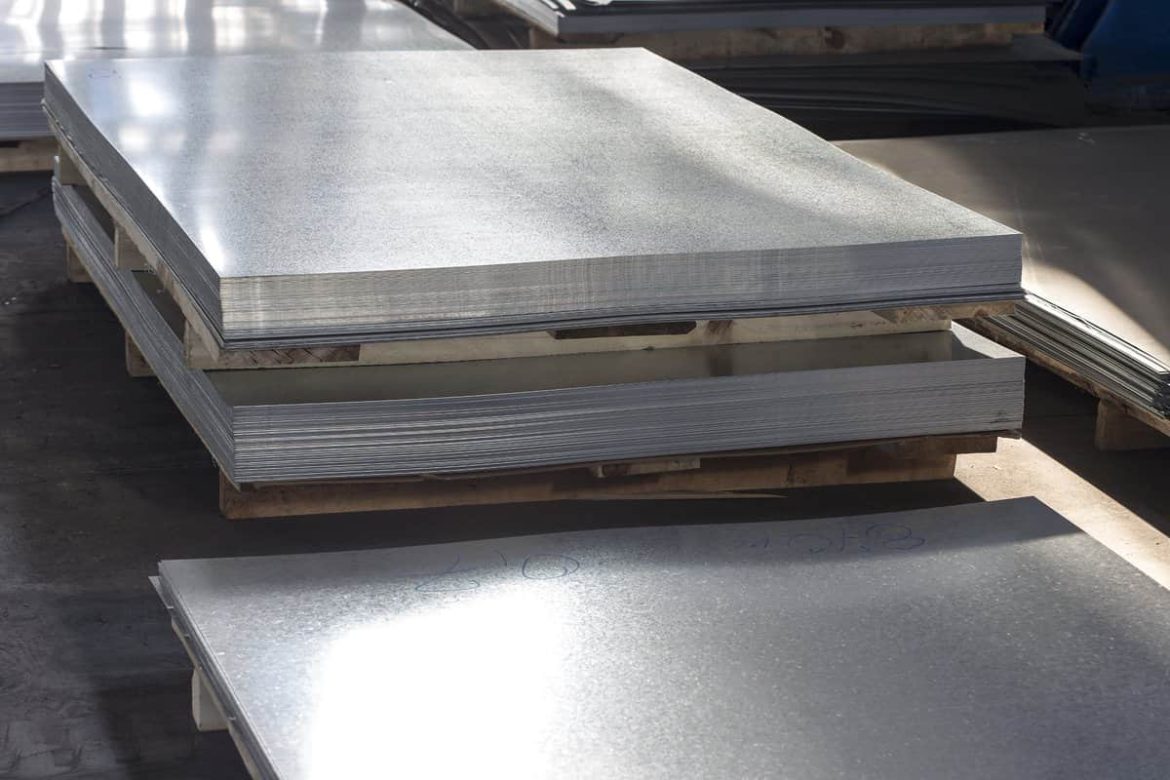
Rolling on the flat Plate steel has a thickness of at least 5 millimeters and a width of at least 1,200 millimeters, and it is classified as a flat, as-rolled or heat-treated product
Plate steel is one of the most extensively utilized forms of steel
Carbon steel, high strength low alloy (HSLA) steel, and alloy steel are the standard classifications that apply to this material
Plate steel typically does not exceed 0
3% carbon and 1
5% manganese when it is being used for structural applications
Skyscrapers, drilling rigs on the high seas, bridges with vast spans, slim wind turbines, pipelines, gasholders with immense pressures, excavators, mobile cranes, cargo ships, and luxury liners, among other things, all require steel plates of a greater thickness
For these applications, the plates must have a high quality as well as a high strength for them to be reliable
The demand for steel plates that have increasingly greater strengths, high levels of toughness and hardness, and excellent weldability is the most significant trend in the steel plate industry
Even the most extreme dimensions should be anticipated to meet the highest standards of quality with regard to thickness, width, profile, flatness, and rectangularity, in addition to having a microstructure that is uniform throughout

Concurrently, stricter limits in terms of dimensional precision and flatness are being called for in order to meet customer expectations
Plate mills are required to have the capabilities of producing a large range of product mix with a high proportion of high strength plates, and as a result, new plate mills are designed for a great variety of production technologies
In order to meet these requirements, plate mills are required to have these capabilities
In addition to this, it is required that rolling campaigns be compiled without restrictions and with considerable changes in terms of thickness, width, and steel grades from one plate to the next without having a detrimental influence on the production (schedule-free rolling)
The requirements that are typically placed on heavy plate are as follows: I it is to possess the specified dimensions within narrow tolerances and with good flatness (the thicknesses can range from 5 mm to 500 mm and the widths from around 1,200 mm to 5,500 mm), (ii) it is to possess the yield strength and tensile strength values needed by the designers (yield strengths ranging from around 235 MPa to above 1,100 MPa), and (iii) it is (weathering resistance)
The resistance of steel plates being manufactured for use as line pipes in sour gas service to hydrogen-induced cracking is the most significant issue to take into consideration
Steel plates need to have properties such as higher strength, larger plate thickness, and ultra-low temperature toughness (excellent weld-joint characteristics at low temperatures) in order to be used for off-shore marine applications, particularly in regions where winter temperatures fall to very low levels
These qualities can sometimes be seen as being at odds with one another, but they are now attainable thanks to a particularly potent amalgamation of alloying and processing techniques
In recent years, numerous technologies for the property control of steel plates have been developed for plate mills in order to meet the demands for higher strength and toughness in the plates
These mills were created in order to meet the requirements of higher strength and toughness

hot rolled steel characteristics
The production of hot rolled steel involves rolling the steel at temperatures that are higher than the temperature at which the steel recrystallizes (more than 1700 degrees Fahrenheit) about its characteristics
When the steel is heated to a temperature that is higher than its recrystallization temperature, it becomes much simpler to shape and form, and it can also be manufactured in much greater sizes
Steel that has been hot rolled is appropriate for use in the production of goods that do not require precise tolerances
The production of hot rolled steel begins by heating a huge billet in a furnace
The billet then undergoes some preliminary processing, during which it is transformed into a substantial roll
The ultimate dimension is reached by subjecting it to a number of rollers while they are heated to a high temperature
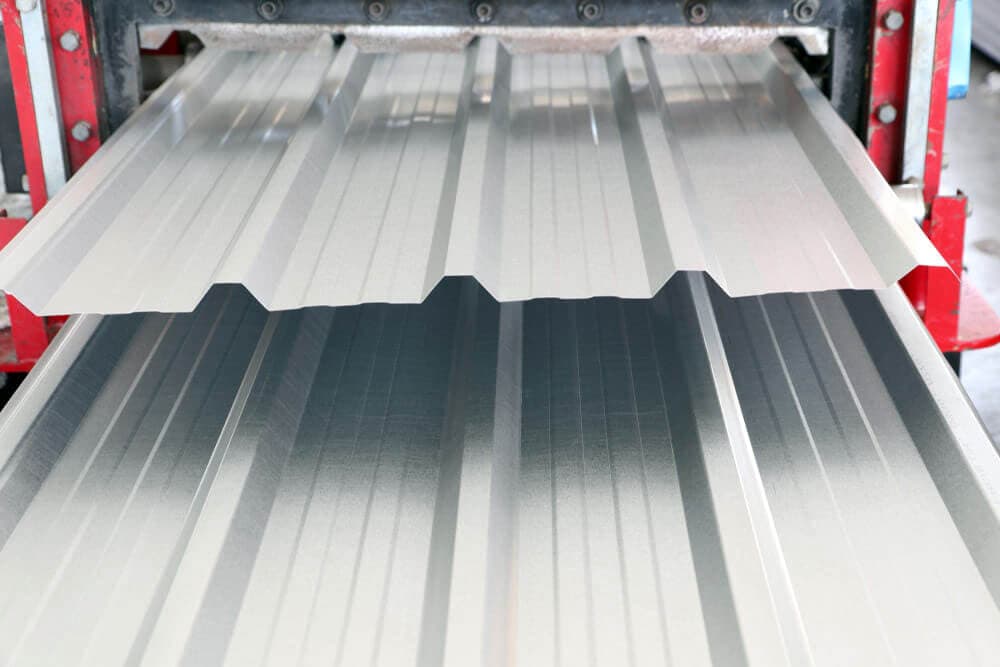
In order to produce sheet metal, hot-rolled steel must first be wound into coils before being allowed to cool
Materials are sectioned and packaged for shipment before being formed into various shapes such as bars or plates
The process of hot rolling at a temperature that is higher than the recrystallization temperature of steel results in the formation of a particular type of steel known as hot rolled steel
When heated at this level, steel takes on a more malleable appearance
In contrast to cold-rolled steel, hot-rolled steel normally does not call for any post-forming heat treatment once it has been formed
Mill scale is typically present in greater amounts in hot-rolled steel as compared to cold-rolled steel
When forming steel, hot rolling is frequently the most cost-effective method since it eliminates the need for some of the additional processes that are necessary for cold rolling, such as annealing

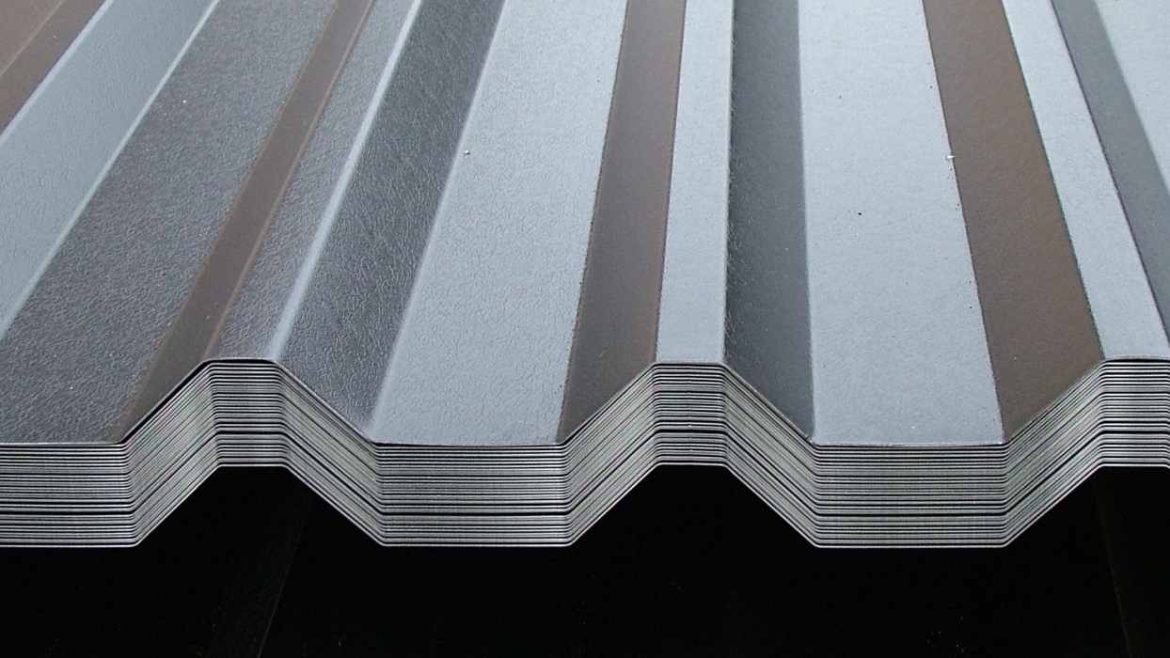
Because of the high temperature, the surface of hot-rolled steel develops a layer of iron oxide that is bluish in color and is referred to as mill scale
Before carrying out some procedures, such as welding, the mill scale needs to be removed beforehand
As a result of the thermal expansion that takes place at the temperature necessary for hot rolling steel, hot rolled steel normally does not have the same tolerances when it is being formed as cold rolled steel does
Steel that has been hot-rolled can be purchased in a variety of shapes, including I-beams, channels, round bars, sheets, and plates
Steel that has been rolled at temperatures higher than 1,700 degrees Fahrenheit is said to have been hot rolled
When the metal is heated to such a high temperature, it becomes more pliable, making it much simpler to deal with
In order to manufacture steel, mills begin with a big mass of metal known as a billet, which is shaped like a metal beam that is quite long
These billets are moved on to the pre-processing stage, where they are rolled out into a sheet by being fed through a series of rollers
The metal is quite hot once it has been smoothed out
After being retained at a high temperature, this metal that has been superheated is then put through finishing rolls, where it will be compressed to the appropriate, final thickness
The remaining processes are going to be determined by the ultimate product that this hot-rolled steel is going to be used for
When it comes to sheet metal, it is essentially all of the processing that needs to be done to it
The material is then rolled into a coil, and once it has reached its desired thickness, it is allowed to cool
When it is determined that this steel will be transformed into bars, plates, or beams, the metal is sectioned off and shipped to be further processed
A feature known as a “scale” can be found on hot-rolled steel
It is the pattern of scarring and marking that is left on the metal after processing; it nearly looks as though the metal has been burned and distorted by the heat

These lines are left on steel that has been hot rolled because the temperature is so high that it does not enable “recrystallization,” which is the process by which crystals are formed
Recrystallization is a process in which grains that have been damaged, as they are when rolling steel, are replaced with a fresh set of grains
This allows for the repair of grains that have been damaged
This can only take place once the metal has reached room temperature, hence the term “hot rolling” refers to any metalworking operation that requires shaping the metal at temperatures that are higher than its recrystallization point
If the temperature drops below the recrystallization temperature while the steel is being rolled, the material will have to be reheated before any further processing can be done on it
The best way to prevent this from happening is to keep a tight eye on the temperature as the steel is being rolled
When it is really heated, matter will expand, but when it is cooled down, matter will contract
When a result of this feature, the dimensions of steel that has been hot rolled are not perfect and are subject to constant and minor modification as the steel settles after it has been cooled
This recrystallization point is what differentiates steel that has been hot rolled from steel that has been cold rolled
When the metal can generate “new grains” when the old ones are deformed by rolling and bending the metal, cold rolling can be done

Cold rolling is done when the metal is able to
Mills often work hot rolled steel to its final dimension by rolling it, extruding it, or drawing the metal over a mandrel after it has been partially or totally cooled down
This process can take anywhere from a few minutes to many hours
Because of this, the term “cold finished” is the one that is most commonly used in the industry in place of the more accurate “cold rolled
” Because of the potential for the steel’s strength to be diminished during the cold working process, the last step of annealing is included
When working with metal, annealing refers to heating the metal to temperatures between 1,333 and 1,400 degrees Fahrenheit, which is just over the point at which steel can recrystallize
After then, the metal is allowed to gradually come back down to room temperature
Typically, this entails leaving the metal within the furnace while turning it “off” so that it is not brought back down to room temperature too rapidly
When this is done, the metal is able to produce a microstructure that is uniform across its whole surface and reset its grain, bringing it from its deformed, heated state back to something that more nearly resembles its “unheated” state
Because of this technique, the resulting metal is extremely durable, yet it is not overly brittle, so it can still be easily shaped